『作り手として感じる、それぞれの窯元の凄味』*深山編一つ目:銅版転写下絵付けの精度から続く
―作山窯とカネコ小兵から見る深山の凄味―(語り手:作山窯・高井社長、カネコ小兵・伊藤社長、受け手:深山・松崎社長)
『二つ目:ガバ鋳込み成形で器を整える』
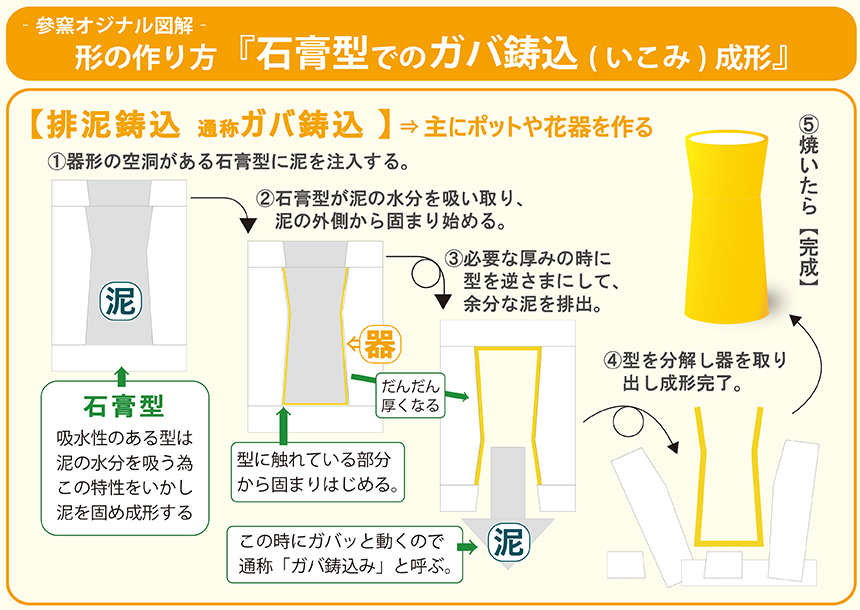
『參窯オリジナル図解‐石膏型でのガバ鋳込み成形』ガバ鋳込みは分かりづらいのではじめに。
伊藤社長:自分がデザイナーやったら隙間いっぱいあけて、なるべく単純な貼りやすい形でデザインすると思うけど。ここまで詰まってるのはすごいね。これ伏せ焼き*6?
司会(開発担当):伏せ焼きですね。

『手前の白い山型のものがトチ。器をさかさまに伏せて置き、この山型に沿って収縮させることで変形を抑える。写真は乾燥時。焼成時以外でも使用する。』
松崎社長:ガバ鋳込み*7でこんなことをやるっていうのもかなり挑戦的だったと思います。社内でガバ鋳込みをやっているので出来たんですけど、これ一回型から外してから、カリ*8が付いとって後からもう一回削り落とすんですよ。
伊藤社長;もう一回削るの?

『口元を削る工程。写真は一度目の削り。石膏型に刃物をあてて土の雰囲気を確認しながら削る。一度目で粗く削り、乾燥後、もう一度削り、厚みを整える。』
柴田さん:最初の型から抜いたばっかりはトチに乗せて歪みを抑えて、削れるくらいの固さになったらまたダボつけてシューっと削り*9ます。
松崎社長:やっぱりガバ鋳込みなんで口の歪みが生じやすい。少しでも歪みを減らせるように、カリを後から落とすということをやっています。それでもこれだけ歪むんですけどね。

『石膏型から器を取り外す工程。スムーズに型から離れるように優しく扱います。少し強く握るとつぶれてしまうくらい柔らかい状態です。』
伊藤社長:うちでも徳利を作ってるのでガバ鋳込みは昔からやってたけど、型離れ*10が悪いだけでも歪むんだよ。直してもまた焼くときに歪んじゃうんだよね。この薄いもの(sasasa)を型離れをよくするっていうことも大事だし、それからさっき言ってたようなひと手間をかけるっていうのは相当大変だと思いますね。これは出来んようちは。

『七福茶器シリーズ(左)土瓶本体と煎茶碗の石膏型、(右)白磁で焼き上げた製品』
(2021年3月5日掲載)〉〉〉(深山その3「素材の限界で焼き上げる白磁」に続く)
(注釈)*6、下写真参照。伏せ焼きとは焼成時の技術。陶磁器は焼成の際に収縮する。深山の場合は約13%小さくなり、その際に歪みが生じ変形してしまう。特にsasasaのような薄い製品は変形し易い。それを防ぐため山型のトチという名前の台に器を伏せて焼くこと。焼成の際にトチの山型に沿って収縮させることで変形を抑えて焼きあげることが可能となる。 *7、成形技術の一種。一番上の図解画像参照。ポットや花瓶などの胴体より口が細い袋物と総称される器の成形に使われる。器の形の空洞がある吸水性の高い石膏で出来た型の中に、泥状の粘土を満タンに入れる。泥は石膏型に触れているところから固まりはじめ、必要な厚みがついたら型を反転して余分な泥を排出し、残ったガワの部分が乾燥したら型から取り出す。泥を排出するので排泥(はいでい)鋳込ともよばれる。別名のガバ鋳込の由来は、型を反転して泥を流し出す際にガバッと反転させる動作からきている。 *8、ガバ鋳込の場合、口元の成形が一定しない課題があるが、それを解決するために、口元の内側の少し下まで型で覆う方法がある。この方法の場合はその部分にカリと呼ばれる凸部が生じる。これが変形を抑える効果もあるため、sasasaシリーズにはつけているが、器としては余分な部分のため、乾燥後に削り取る必要が生じる。 *9、説明しづらい作業は擬音での表現になるので、技術を伝えるのが一層難しくなる要因。 *10、上画像参照。石膏型から器と取り出す際にスムーズに型から離れない現象。型の水分量のバラつきや泥の比重や密度、型の使用回数など様々な要因から生じることがある。一部だけが離れない場合が多く、その部分が引っ張られたりすることで変形の原因となる。型の完成度と適正な泥づくりが重要。深山ではガバ鋳込の石膏型は愛知県瀬戸市の原型師に依頼する。瀬戸市は磁器製の人形などガバ鋳込みによる複雑な製品を作ってきた経緯があり、ガバ鋳込の型については高い技術を持った原型師が存在する。)
・・・・・參窯ミノウエバナシ contents・・・・・
●ブログ「三窯行えば、必ず我が師あり」三窯行えば-1.jpg) |
相談所.jpg)
●オンラインストア「outstanding products store」ストア.jpg) |
|
●イベント案内「歓迎/出張ミノウエバナシ」 |
歓迎出張.jpg)
●コラム「ノグチサンのミノウエバナノグチサンノミノウエバナシ-1.jpg) シ」 シ」 |