『作り手の大切な器、我が家の食卓』*作山窯の高井社長編 第三話から続く
―(第四話)作山窯の高井社長の大切な器、我が家の食卓―(語り手:作山窯・高井社長 聞き手:深山・松崎社長、カネコ小兵・伊藤社長、野口品物準備室・野口さん、司会:深山・柴田)
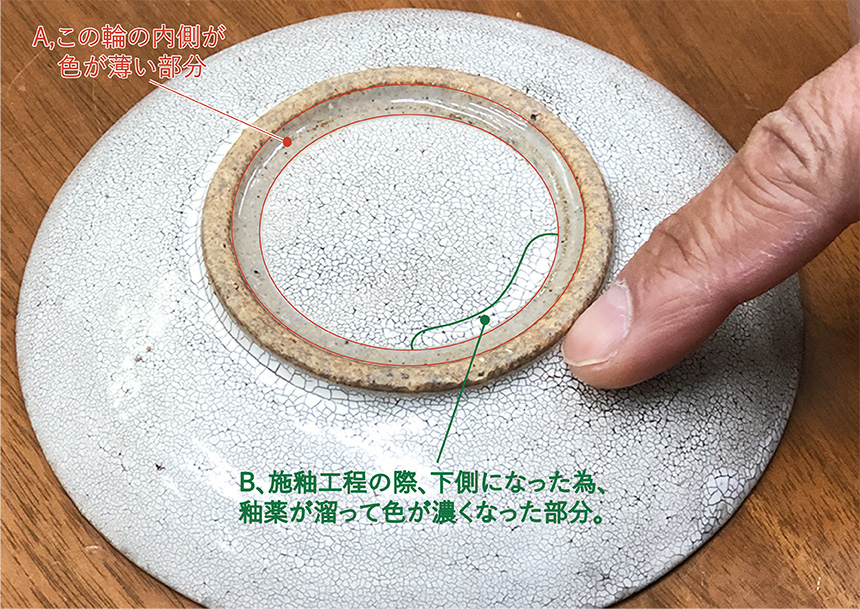
前回の質問『裏面のハマ(高台)の内側のところが一回り色が薄くなっている理由は?』の回答編
【梅花皮(かいらぎ)を産業で作り出すこと(後編)】
作山窯 高井社長(以下、作山窯):この部分が色が薄くなっている答えは、この部分(図内A)は釉薬がよく剥離するから、その防止としてこの部分には化粧土を施していないからです。ハマの周りはRが付いていて接地面積が広く吸水力も強い*1ので釉薬が溜り易くなる。特に施釉作業の時に下になってる方はより一層釉薬が溜るので、白が濃くなってます(図内B)よね。化粧土や釉薬が溜まりすぎると剥離し易くなるので、その防止のため、この部分には化粧土を施さず溜りすぎないようにしているんです。
カネコ小兵 伊藤社長(以下、カネコ小兵):なるほど、知らなかったな。じゃあ、本当はこの器はハマの内側だけじゃなくハマの外側も剥がしたいくらいなのかな。
作山窯:この小皿やあとは茶碗など15cmくらいまでの器だったら、ハマの外側は施釉時に釉薬が流れたり、釉薬をはがす時に一緒にはがれて薄くなるから剥離までしないでしょうね。どうしてもハマの内側は、外側より角度が強いので表面張力が発生して剥離し易くないります。うちだと28㎝の皿とか30cmの鉢は不良品になるともったいないから、ハマの内側だけでなく外側も化粧土は薄くしてますよ。

『梅花皮(かいらぎ)の特性について説明する高井社長と、喰いいるようにみる伊藤社長、松崎社長、野口さん』
作山窯:更に言うと、梅花皮(かいらぎ)の器には通常よりも粒子が粗い土を使ってます。粒子が荒いというのは焼成時の器の収縮が小さい*2という事。粒子が細かい土だと収縮が大きいから剥離し易い。土ものの陶器だと収縮が11%くらいで抑えられるの梅花皮が可能だが、ガラス質の多い磁器だと13%程度収縮するため化粧土がその縮みについていけずほぼ剥離するんです。
深山 松崎社長(以下、深山):なるほど。とすると、やっぱり深山では絶対に作れないですね。使い手の気持ちで自分の好みだけで購入したんですけど、これだけものづくりの話を聞くと、こっちでも惹かれて良いですね(笑)。
作山窯:(笑)あと、墨貫入の話がありましたが、この接地面と化粧土の際が茶色くなってるでしょ。これね、化粧土の下に薄いサビ*3が塗ってあるって事なんです。それが梅花皮(かいらぎ)のひび割れから見えるから墨貫入っぽくみえる。なぜサビが塗ってあるかというと、墨貫入みたいに見せるためでなく、生地土と化粧土の間にサビが一層施してあると接着剤みたいな役割になって生地土と化粧土の「つき」が良くなるんです。この器はかなり薄いサビに一度どっぷり浸して全体にサビを施してあると思います。

『サビを使った痕跡とみられる設地面の際』
カネコ小兵:工程数が多いね。まず生地土で成形し、それを800度くらいで素焼きして、それからサビに浸して、そのあと化粧土をほどこして、釉薬塗って焼くの?焼成前までにざっくりと5工程?
作山窯:素焼きは2度行っているので6工程*4です。化粧土を施した後に2回目の素焼きをします。そうしないと釉薬ののりが悪くなるんです。
カネコ小兵:なるほど工程多いね。やりたくないね、こういうのは(笑)。
作山窯:でも、作ったら売れますよ。間違いなく。雰囲気は良いし競合は少ないから。
カネコ小兵:そうだよね。使い手のかたは「どうやって作ったか」より「どうやって盛ろう」やもんね。
深山:家では妻がどんな手間かかったか知らない訳ですから、気にせずに普通に使ってます(笑)。それはそれで良いし、でも今回のお話聞けて、持ってる器にもっと興味が持てたので良かったです。今まではどんなふうに使われてても気にならなかったから(笑)。(2021年6月25日掲載)⇒第1話『作り手の大切な器、我が家の食卓』カネコ小兵 伊藤社長の場合に続く・・・*7月2日掲載予定(毎週金曜掲載)
●脚注:*1.素焼きは多孔質な状態で目では見えないレベルの小さな穴が多く空いている、その穴に水が入ることで吸水をする。その吸水力を生かして化粧土や釉薬は器に吸着する。その吸着する面積が広ければ吸水力も上がるため化粧土も釉薬の多く付着し厚くなるため剥離がおき易くなる。 *2.やきものは基本的に本焼成(1200℃~1300℃程度)の際に収縮する。その理論は本焼成の温度まであがると素材が溶けて素焼き状態の多孔質な小さな穴に入り込んでいき、その穴の分だけ小さくなる。陶器の場合は土の粒子が荒い(大きい)ので小さな穴は残りそれほど収縮しないが、ガラス粉が原料にある磁器は粒子が細かく小さな穴にしっかり入るため陶器と比較して収縮が強くなり器は小さくなる。 *3.サビとは鉄分を多く含んだ下絵用の顔料。鉄の錆の様な茶色に焼きがある。 *4.梅花皮(かいらぎ)の生産工程は①生地土の成形、②800℃程度の素焼き、③薄いサビに全体を浸す、④乾燥後、化粧土を全体に施す、⑤800℃程度で素焼き、⑥釉薬を全体に施す。この工程を経た後、本焼成(1200~1300℃)を行い完成。
■過去の座談会記事一覧
〉〉〉第二回座談会『作り手として感じる、それぞれの窯元の凄味』はこちらから
・・・・・參窯ミノウエバナシ contents・・・・・
●ブログ「三窯行えば、必ず我が師あり」三窯行えば-1.jpg) |
相談所.jpg)
●オンラインストア「outstanding products store」ストア.jpg) |
|
●イベント案内「歓迎/出張ミノウエバナシ」 |
歓迎出張.jpg)
●コラム「ノグチサンのミノウエバナシ」ノグチサンノミノウエバナシ-1.jpg) |